Evo kako odabrati bit na osnovu tri osnovna bita: materijal, premaz i geometrijske karakteristike.
01, kako odabrati materijal bušilice
Materijali mogu biti otprilike podijeljeni u tri vrste: čelik velike brzine, čeličnog čelika i čvrstog karbida.
Brzorezni čelik (HSS):
Brzorezni čelik se koristi kao alat za rezanje više od jednog veka od 1910. To je najrasprostranjeniji i najjeftiniji materijal za rezne alate koji je dostupan danas.Čelični bitovi s brzim brzinama mogu se koristiti i na rukama i u stabilnijim okruženjima kao što su bušenje preša.Drugi razlog za izdržljivost brzoreznog čelika može biti taj što su njegovi alati, koji se mogu više puta oštriti, dovoljno jeftini da se mogu koristiti ne samo kao burgije već i kao alati za struganje.
Kobalt brzorezni čelik (HSSE):
Brzorezni čelik koji sadrži kobalt ima bolju tvrdoću i crvenu tvrdoću od brzoreznog čelika.Povećanje tvrdoće također povećava otpornost na habanje, ali se u isto vrijeme žrtvuje određena žilavost.Poput brzoreznog čelika, mogu se polirati kako bi se poboljšala njihova upotreba.

KARBID:
Cementirani karbid je kompozitni materijal na metalnoj osnovi.Među njima, volfram karbid se koristi kao matrica, a neki materijali od drugih materijala se koriste kao ljepila kroz niz složenih procesa kao što je vruće izostatičko presovanje za sinterovanje.U tvrdoći, crvenoj tvrdoći, otpornosti na habanje i drugim aspektima u usporedbi s brzoreznim čelikom, postoji veliko poboljšanje, ali cijena karbidnog alata je također skuplja od brzoreznog čelika.Cementirani karbid u vijeku trajanja alata i brzini obrade od prošlih alatnih materijala ima više prednosti, u ponovljenom alatu za brušenje, potrebu za profesionalnim alatima za brušenje.
02, kako odabrati bit premaz
Premaz se može grubo podijeliti u sljedećih 5 tipova prema području upotrebe.
Bez premaza: Neprevučeni rezni alati su najjeftiniji, obično se koriste za obradu aluminijskih legura, niskougljičnog čelika i drugih mekih materijala.
Crni oksidni premaz: oksidacijski premaz može pružiti bolju podmazivanje alata od neobloženog, ima bolju otpornost na oksidaciju i toplinu i može poboljšati vijek trajanja za više od 50%.
Premaz titanijum nitrida: Titan nitrid je najčešći materijal za premazivanje, nije pogodan za obradu materijala visoke tvrdoće i visoke temperature obrade.
Prevlaka titanijum ugljen nitrida: Titan ugljični nitrid je razvijen od titanijum nitrida, ima veću temperaturnu otpornost i otpornost na habanje, obično ljubičastu ili plavu.Koristi se u Haasovoj radionici za izradu predmeta od livenog gvožđa.
Aluminijum nitrid titanijum premaz: premaz aluminijum nitrida titanijuma od svih gore navedenih je otporan na visoke temperature, tako da se može koristiti u višim uslovima rezanja.Kao što je prerada superlegura.Pogodan je i za preradu čelika i nerđajućeg čelika, ali zbog toga što sadrži aluminijumske elemente, u obradi aluminijuma će doći do hemijskih reakcija, pa je potrebno izbegavati obradu materijala koji sadrže aluminijum.
Općenito, bušilica s kobaltnim ležajem s premazom od titan karbonitrida ili titan nitrida je ekonomičnije rješenje.

03. Geometrijske karakteristike burgije
Geometrijske karakteristike se mogu podijeliti u sljedeća tri dijela:
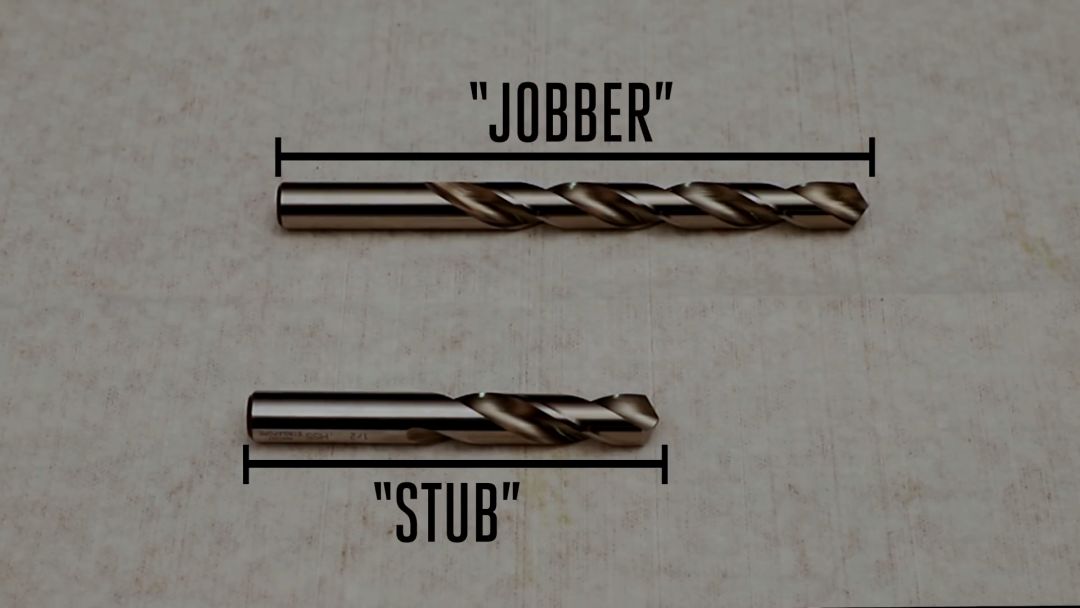
Dužina
Odnos dužine i prečnika naziva se udvostručenje prečnika, a što je manji prečnik, veća je krutost.Odabir nastavka s pravom dužinom ruba za uklanjanje strugotine i najkraćom dužinom prepusta može poboljšati krutost obrade, čime se produžava vijek trajanja alata.Nedovoljna dužina ivice može oštetiti burgiju.
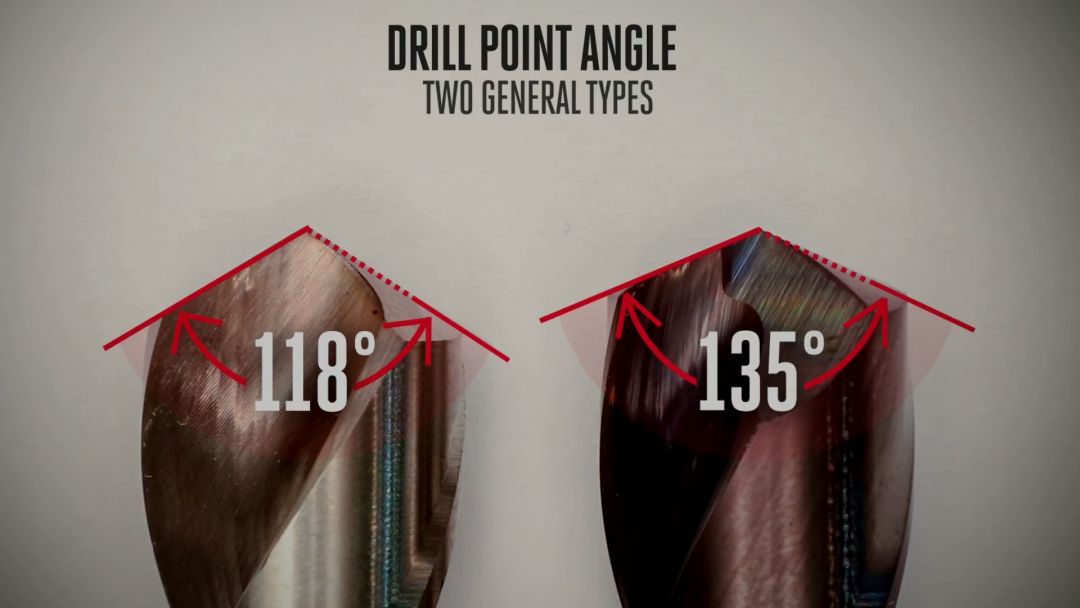
Ugao vrha burgije
Ugao tačke bušenja od 118° je verovatno najčešći u mašinskoj obradi i obično se koristi za meke metale kao što su meki čelik i aluminijum.Ovaj kutni dizajn obično nije samocentrirajući, što znači da se rupa za centriranje neizbježno mora prvo obraditi.Ugao svrdla od 135° obično je samocentrirajući, što štedi mnogo vremena eliminirajući potrebu za obradom jedne rupe za centriranje.
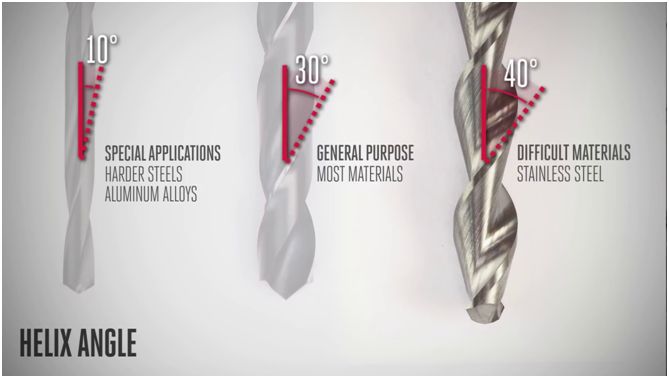
Spiral Angle
Spiralni kut od 30° je dobar izbor za većinu materijala.Međutim, za okruženja u kojima se reznice bolje uklanjaju i rezne ivice su jače, može se odabrati malo s manjim spiralnim kutom.Za materijale koji se teško obrađuju kao što je nerđajući čelik, za prenos obrtnog momenta može se koristiti dizajn sa većim spiralnim uglom.
Vrijeme objave: Sep-01-2022